Controls & Automation
Compressed air system control is as important as the compressors themselves. A well-controlled system can reduce energy consumption 10-30% compared to inadequate controls.
Why It's Critical
System without optimized control: System with optimized control:
Compressor 1: 100% Compressor 1: 100% (base)
Compressor 2: 100% Compressor 2: 75% (trim)
Compressor 3: Modulating 40% Compressor 3: OFF
Power: 300 kW Power: 210 kW
Efficiency: Low Efficiency: High
Savings: 30%
Control Levels
Control Hierarchy
┌─────────────────────────────────────────────────────────┐
│ LEVEL 3: SUPERVISION (SCADA) │
│ Remote monitoring, historians, reports │
└────────────────────────┬────────────────────────────────┘
│
┌────────────────────────┴────────────────────────────────┐
│ LEVEL 2: MASTER CONTROL │
│ Sequencer, optimization, load balancing │
└────────────────────────┬────────────────────────────────┘
│
┌────────────────────────┴────────────────────────────────┐
│ LEVEL 1: LOCAL CONTROL │
│ Control of each individual compressor │
└─────────────────────────────────────────────────────────┘
Level 1: Local Control
Each compressor has its own controller that manages:
| Function | Description |
|---|---|
| Start/Stop | Startup and shutdown sequence |
| Modulation | Capacity adjustment |
| Protections | Temperature, pressure, motor |
| Alarms | Faults and warnings |
| Communication | Link to master control |
Level 2: Master Control
The master controller coordinates multiple compressors:
| Function | Benefit |
|---|---|
| Sequencing | Optimal start order |
| Load balancing | Efficient distribution |
| Rotation | Even equipment use |
| Optimization | Minimum energy consumption |
| Redundancy | Automatic backup |
Level 3: Supervision (SCADA)
Supervisory control and data acquisition system:
| Function | Description |
|---|---|
| Remote monitoring | View from anywhere |
| Historians | Operational data logging |
| Trends | Behavior analysis |
| Reports | KPIs, efficiency, costs |
| Alarms | Email/SMS notifications |
Control Philosophies
Cascade Control (Traditional)
Compressors start in sequence based on pressure:
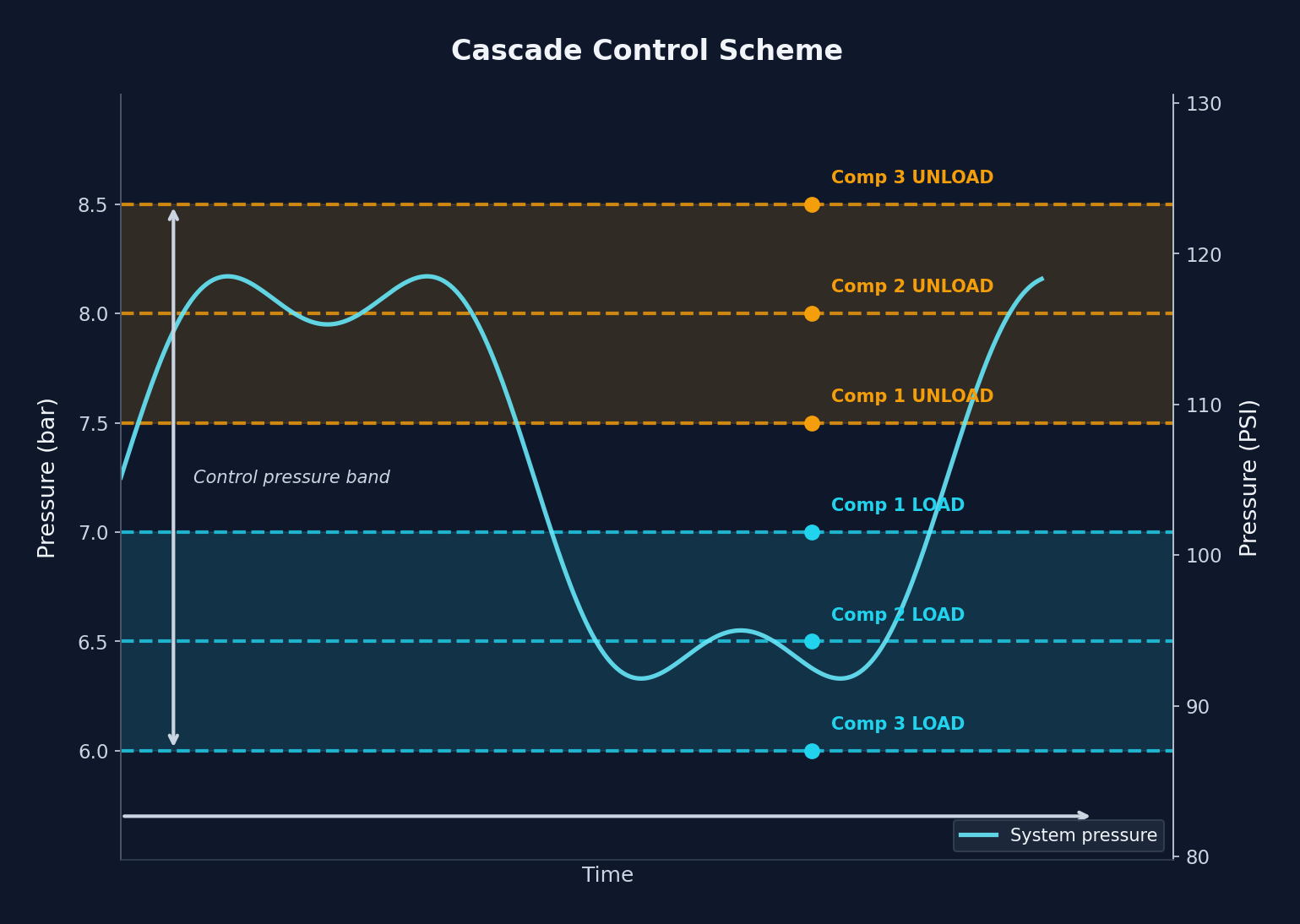
Advantages:
- Simple to implement
- Easy to understand
- Low cost
Disadvantages:
- Wide pressure band
- Doesn't optimize efficiency
- Excessive cycling possible
Target Pressure Control
All compressors work to maintain a target pressure:
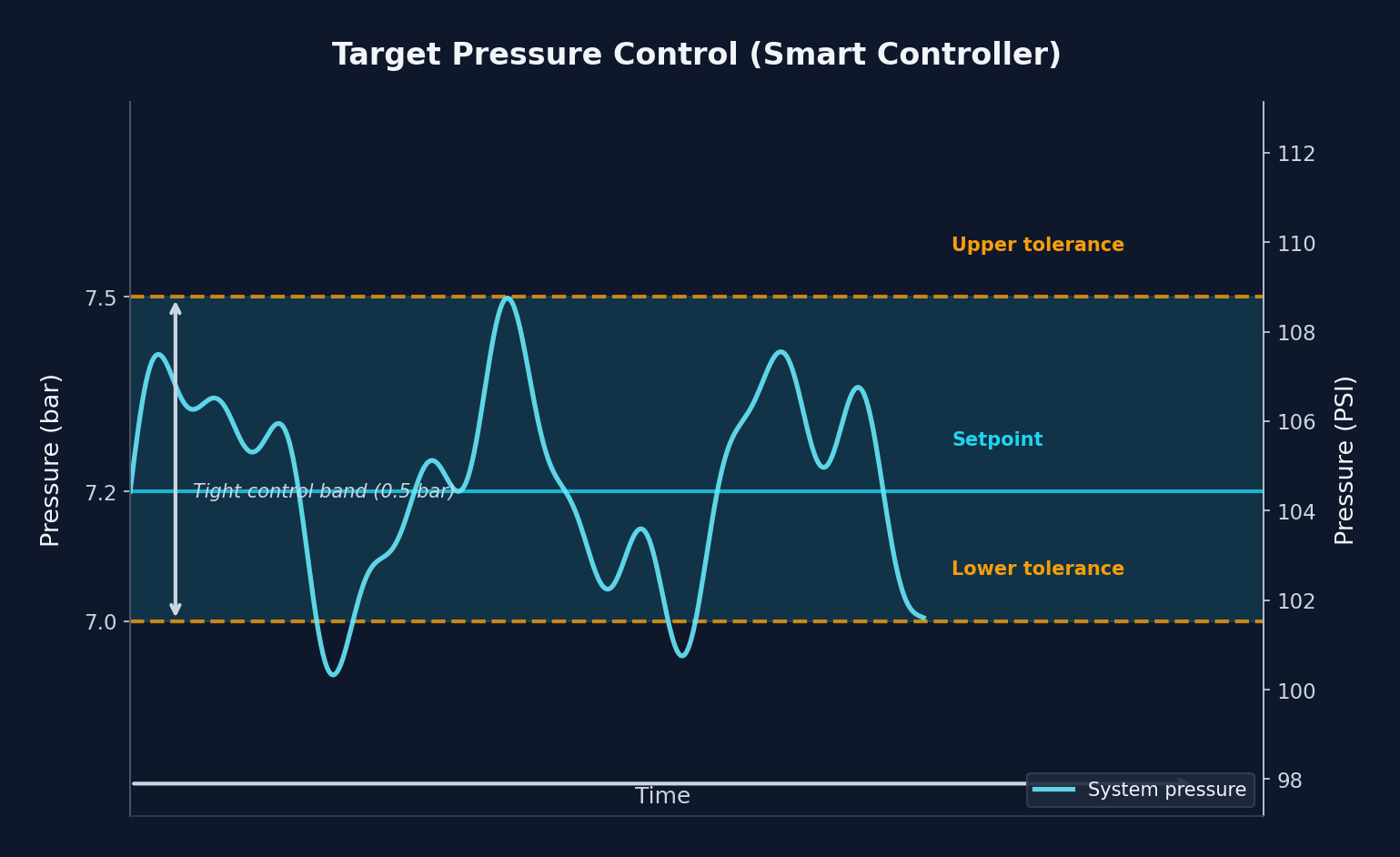
Advantages:
- More stable pressure
- Higher efficiency
- Better for VSD
Disadvantages:
- Requires advanced controller
- Higher initial investment
Base + Trim Control
Compressors divided into roles:
┌─────────────────────────────────────────────────────────┐
│ SYSTEM LOAD │
│ │
│ ████████████████████████████████████░░░░░░░░░░░░░░░░ │
│ ▲ ▲ ▲ │
│ │ │ │ │
│ BASE TRIM STANDBY│
│ (fixed) (variable) │
└─────────────────────────────────────────────────────────┘
BASE: Fixed speed compressors operating at full load
TRIM: VSD compressor that adjusts the difference
STANDBY: Backup compressors
| Role | Compressor Type | Operation |
|---|---|---|
| Base | Fixed speed | 100% load |
| Trim | VSD | Variable per demand |
| Standby | Any | Standby |
Communication Protocols
Common Protocols
| Protocol | Description | Application |
|---|---|---|
| Modbus RTU | Serial RS-485 | Legacy equipment |
| Modbus TCP | Ethernet | Current standard |
| Profibus | Industrial | Automation |
| Ethernet/IP | Industrial Ethernet | PLC integration |
| BACnet | Buildings | HVAC |
| OPC UA | Unified | Industry 4.0 |
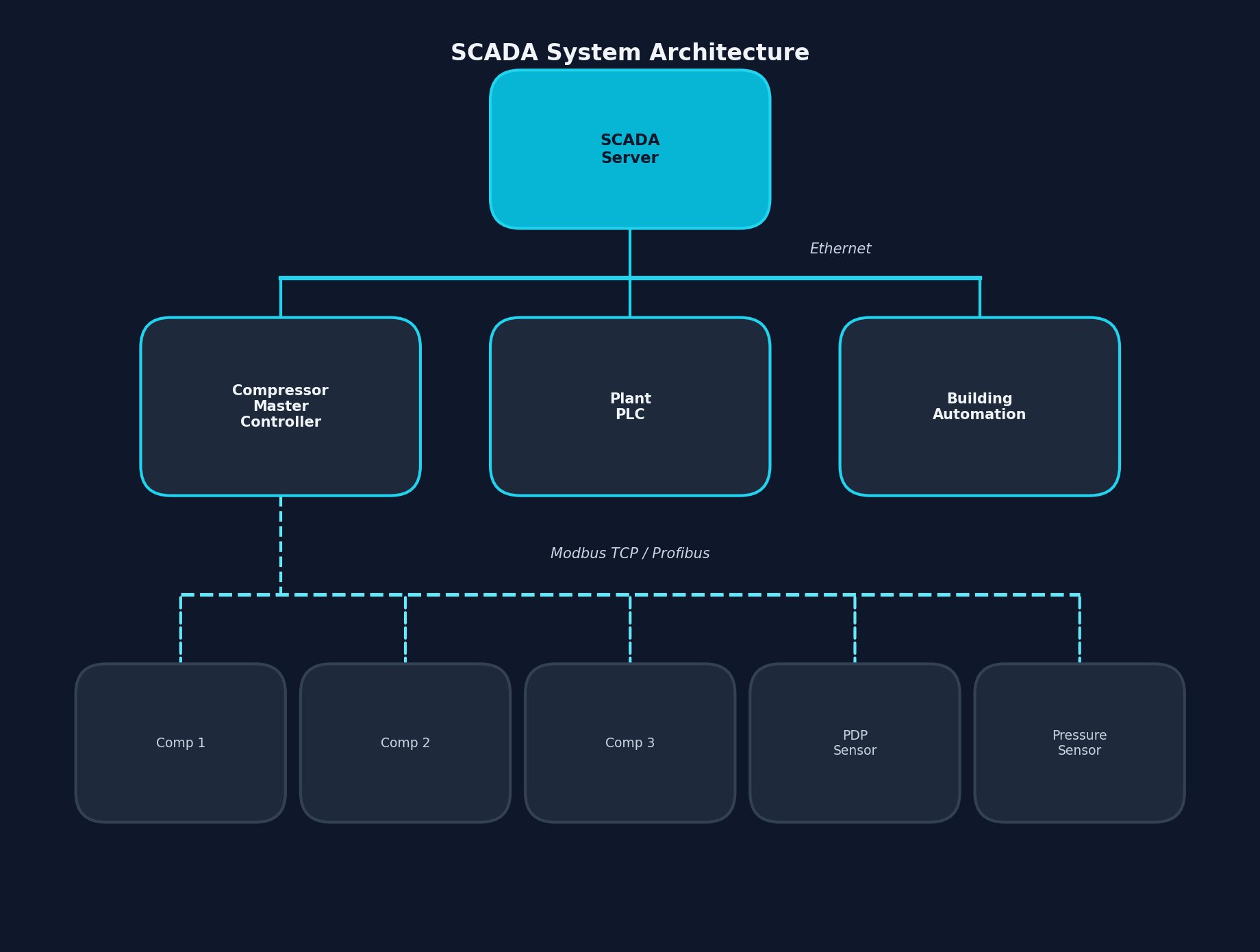
Typical Architecture
Key Performance Indicators (KPIs)
| KPI | Formula | Target |
|---|---|---|
| Specific power | kW / 100 CFM | less than 20 kW/100 CFM |
| Load factor | Load hours / Total hours | greater than 85% |
| Pressure stability | Std. deviation | less than 0.2 bar |
| Availability | Operating time / Scheduled time | greater than 98% |
| System efficiency | CFM delivered / CFM produced | greater than 85% |
Automation Benefits
| Benefit | Typical Savings |
|---|---|
| Optimized sequencing | 5-15% energy |
| Detected leak reduction | 10-20% energy |
| Narrow pressure band | 1-3% per 2 PSI |
| Predictive maintenance | 20-30% maint. costs |
| Unplanned shutdown reduction | 50-70% |
ROI
A master control system typically pays for itself in 1-2 years from energy savings alone. Additional benefits (maintenance, availability) are bonus.