Controles y Automatización
El control del sistema de aire comprimido es tan importante como los compresores mismos. Un sistema bien controlado puede reducir el consumo de energía 10-30% comparado con controles inadecuados.
Por Qué es Crítico
Sistema sin control optimizado: Sistema con control optimizado:
Compresor 1: 100% Compresor 1: 100% (base)
Compresor 2: 100% Compresor 2: 75% (trim)
Compresor 3: Modulando 40% Compresor 3: OFF
Potencia: 300 kW Potencia: 210 kW
Eficiencia: Baja Eficiencia: Alta
Ahorro: 30%
Niveles de Control
Jerarquía de Control
┌─────────────────────────────────────────────────────────┐
│ NIVEL 3: SUPERVISIÓN (SCADA) │
│ Monitoreo remoto, históricos, reportes │
└────────────────────────┬────────────────────────────────┘
│
┌────────────────────────┴────────────────────────────────┐
│ NIVEL 2: CONTROL MAESTRO │
│ Secuenciador, optimización, balanceo de carga │
└────────────────────────┬────────────────────────────────┘
│
┌────────────────────────┴────────────────────────────────┐
│ NIVEL 1: CONTROL LOCAL │
│ Control de cada compresor individual │
└─────────────────────────────────────────────────────────┘
Nivel 1: Control Local
Cada compresor tiene su propio controlador que maneja:
| Función | Descripción |
|---|---|
| Arranque/Paro | Secuencia de inicio y parada |
| Modulación | Ajuste de capacidad |
| Protecciones | Temperatura, presión, motor |
| Alarmas | Fallas y advertencias |
| Comunicación | Enlace con control maestro |
Nivel 2: Control Maestro
El controlador maestro coordina múltiples compresores:
| Función | Beneficio |
|---|---|
| Secuenciación | Orden óptimo de arranque |
| Balanceo de carga | Distribución eficiente |
| Rotación | Uso parejo de equipos |
| Optimización | Mínimo consumo energético |
| Redundancia | Respaldo automático |
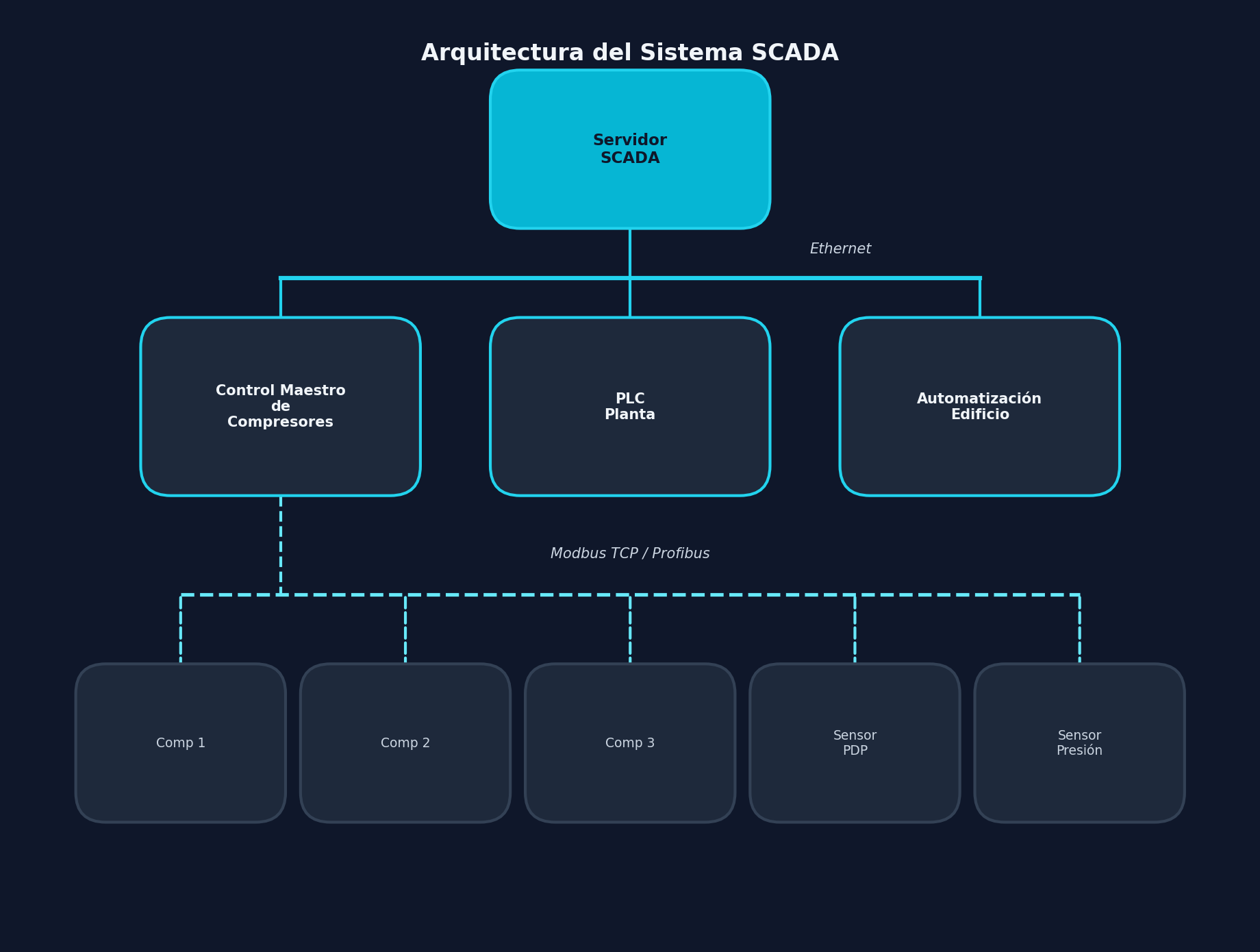
Nivel 3: Supervisión (SCADA)
Sistema de supervisión y adquisición de datos:
| Función | Descripción |
|---|---|
| Monitoreo remoto | Visualización desde cualquier lugar |
| Históricos | Registro de datos operativos |
| Tendencias | Análisis de comportamiento |
| Reportes | KPIs, eficiencia, costos |
| Alarmas | Notificaciones por email/SMS |
Filosofías de Control
Control Cascada (Tradicional)
Los compresores arrancan en secuencia según la presión:
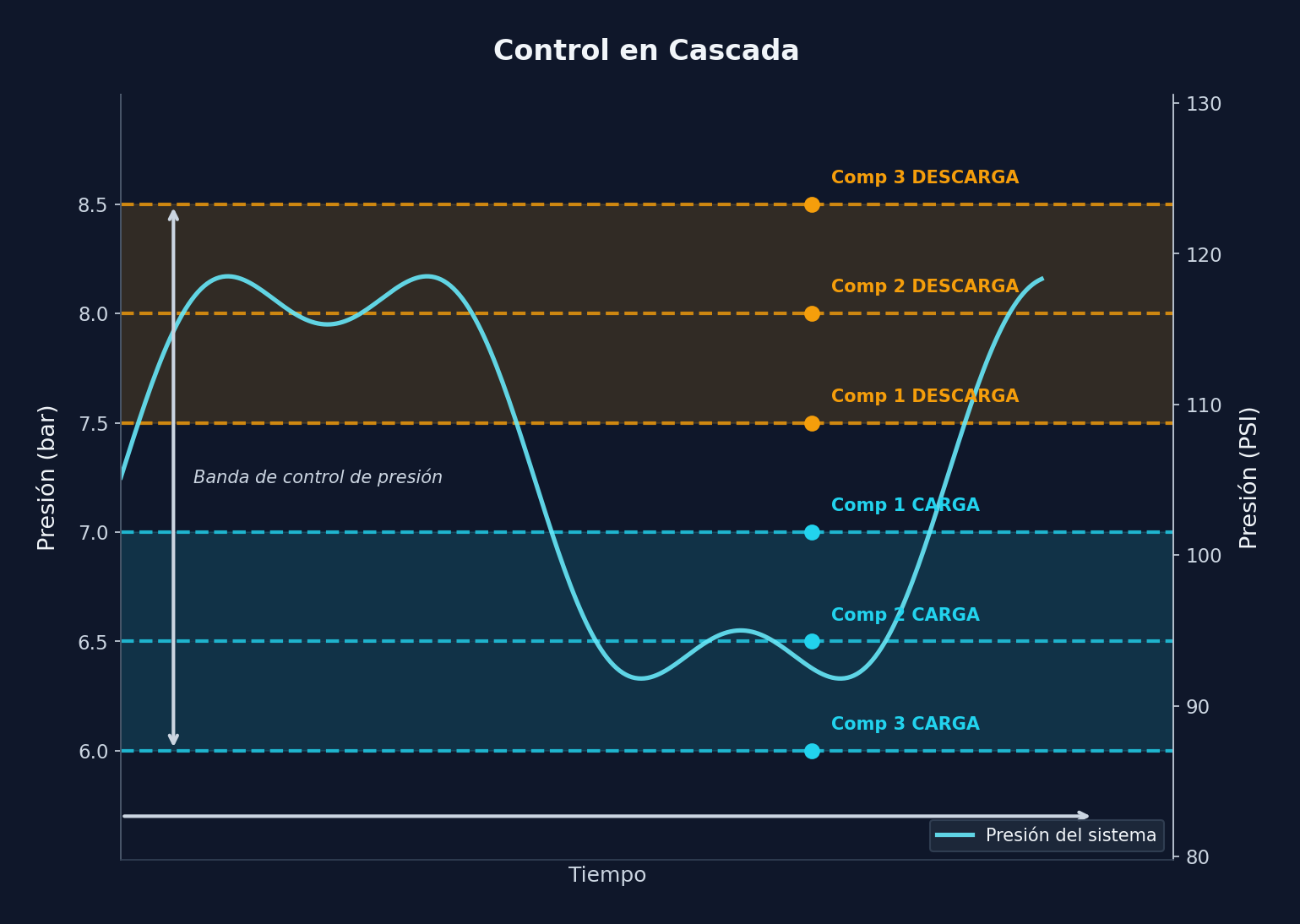
Ventajas:
- Simple de implementar
- Fácil de entender
- Bajo costo
Desventajas:
- Banda de presión amplia
- No optimiza eficiencia
- Ciclado excesivo posible
Control de Banda Objetivo (Target Pressure)
Todos los compresores trabajan para mantener una presión objetivo:
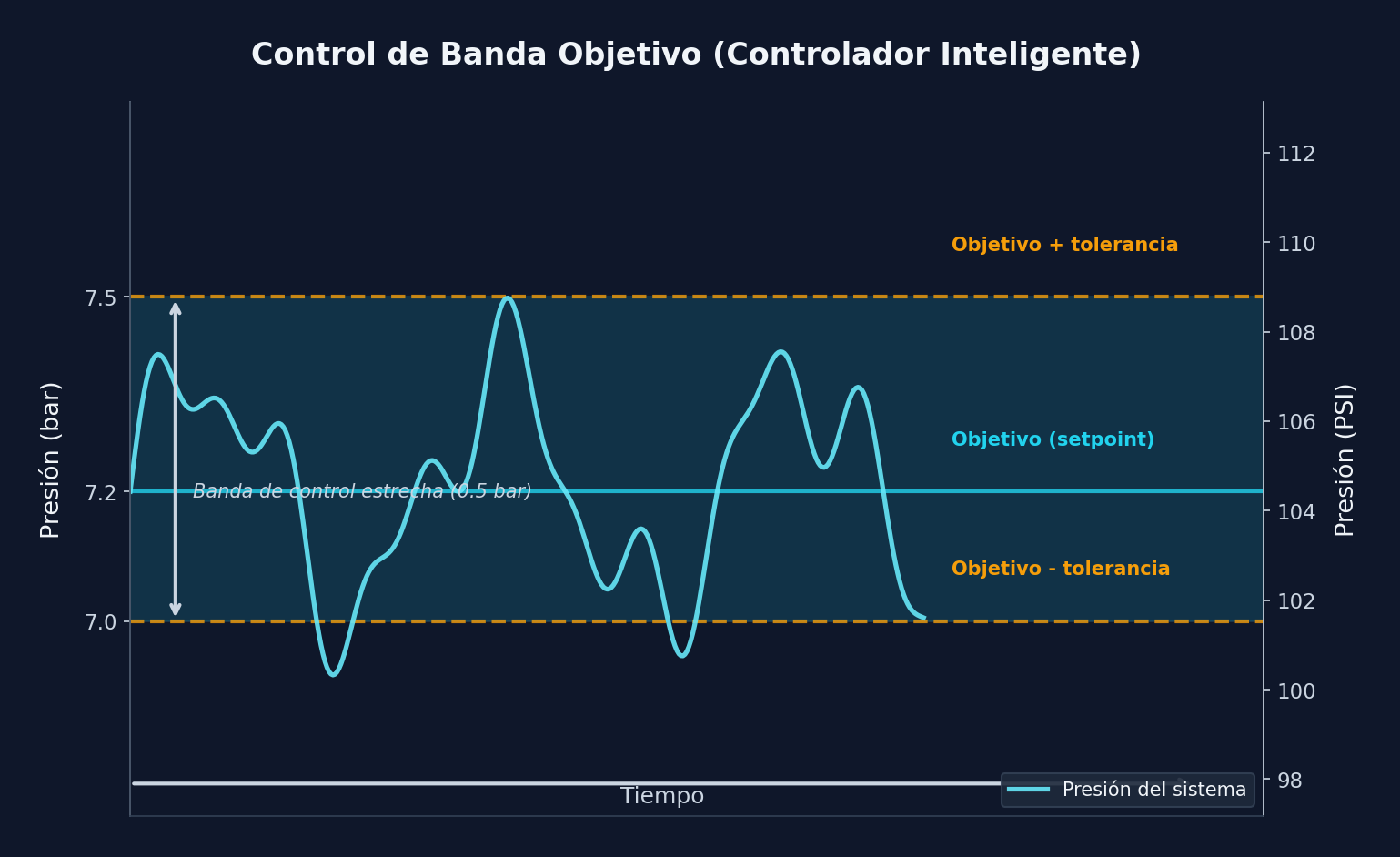
Ventajas:
- Presión más estable
- Mayor eficiencia
- Mejor para VSD
Desventajas:
- Requiere controlador avanzado
- Mayor inversión inicial
Control Base + Trim
Compresores divididos en roles:
┌─────────────────────────────────────────────────────────┐
│ CARGA DEL SISTEMA │
│ │
│ ████████████████████████████████████░░░░░░░░░░░░░░░░ │
│ ▲ ▲ ▲ │
│ │ │ │ │
│ BASE TRIM RESERVA│
│ (fijo) (variable) │
└─────────────────────────────────────────────────────────┘
BASE: Compresores de velocidad fija operando a carga completa
TRIM: Compresor VSD que ajusta la diferencia
RESERVA: Compresores de respaldo
| Rol | Tipo de Compresor | Operación |
|---|---|---|
| Base | Velocidad fija | 100% carga |
| Trim | VSD | Variable según demanda |
| Reserva | Cualquiera | Standby |
Protocolos de Comunicación
Protocolos Comunes
| Protocolo | Descripción | Aplicación |
|---|---|---|
| Modbus RTU | Serial RS-485 | Equipos legacy |
| Modbus TCP | Ethernet | Estándar actual |
| Profibus | Industrial | Automatización |
| Ethernet/IP | Industrial Ethernet | Integración PLC |
| BACnet | Edificios | HVAC |
| OPC UA | Unificado | Industria 4.0 |
Arquitectura Típica
Indicadores Clave (KPIs)
| KPI | Fórmula | Objetivo |
|---|---|---|
| Potencia específica | kW / 100 CFM | menor a 20 kW/100 CFM |
| Factor de carga | Horas carga / Horas total | mayor a 85% |
| Estabilidad presión | Desv. estándar | menor a 0.2 bar |
| Disponibilidad | Tiempo operando / Tiempo programado | mayor a 98% |
| Eficiencia sistema | CFM entregado / CFM producido | mayor a 85% |
Beneficios de la Automatización
| Beneficio | Ahorro Típico |
|---|---|
| Secuenciación optimizada | 5-15% energía |
| Reducción de fugas detectadas | 10-20% energía |
| Banda de presión estrecha | 1-3% por cada 2 PSI |
| Mantenimiento predictivo | 20-30% costos manto. |
| Reducción paradas no planeadas | 50-70% |
ROI
Un sistema de control maestro típicamente se paga en 1-2 años solo con ahorro de energía. Los beneficios adicionales (mantenimiento, disponibilidad) son bonificación.